深入瞭解雷射加工的基礎知識
1.1雷射切斷機制
雷射切斷的特徵為:切斷寬度及周圍產生之熱影響的範圍窄,因而可高精度切斷。但是反之,也有因為切斷寬度窄而產生的問題,需要妥當運用輔助氣體,謀求加工品質及加工能力的提高。
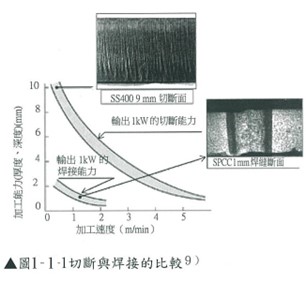
雷射切斷的能力若僅賴雷射光的光能仍有限度。還須利用氧氣的氧化反應熱、及高壓氮氣將熔融金屬從切斷溝排出之力,才能大幅提高切斷能力。圖1-1-1中顯示對軟鋼材料可以1kW的相同輸出進行之切斷能力與焊接能力的比較。焊接的輔助氣體為氬氣,因為壓力設定在0.01MPa以下,所以有助於焊道表面防止氧化等而提高品質,不過對於加工能力的提高幫助不大。從圖上瞭解,藉由切斷的輔助氣體,加工對象的板厚比焊接擴大約5倍。
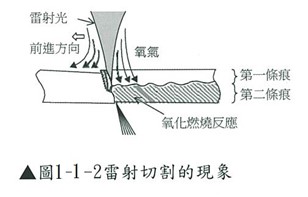
如圖1-1-2的切斷原理圖所示,將截面上部約2mm寬的比較良好之切斷面粗度範圍定義為第一條痕,其下方稍微粗的切斷面粗度範圍定義為第二條痕。第一條痕是以雷射光的光能為主體進行加工的區域,第二條痕是將上部(第一條痕)的熔融金屬作為熱源,以氧氣的氧化反應及高壓氮氣促使熔融金屬的流動為主體進行加工的區域。因而,切斷速度愈大或加工板厚愈大,第二條痕部的切割波痕愈慢到加工後方。切斷面的第一條痕部分相當於焊接能力的焊透深度,第二條痕部分相當於加工能力藉由輔助氣體的擴大部份。
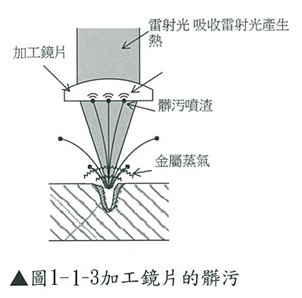
輔助氣體也擔任防止加工透鏡污染及冷卻加工透鏡的角色。如圖1-1-3所示,加工透鏡上附著飛濺渣而污染時,通過該部分的雷射光被吸收而使加工透鏡溫度上昇,導致聚光特性惡化。這個現象稱為熱透鏡效應,是加工不良的最大原因。加工透鏡進一步污染時,不但造成加工不良,也有透鏡破損的危險性。為了防止透鏡污染,是使輔助氣體與雷射光同軸地在加工透鏡下方流動,防止從加工部飛散的物質侵入噴嘴內。
1.2焦點位置與切斷特性的關係
左右切斷品質及切斷能力等加工性能的主因中,關於影響比較大的焦點位置,說明與切斷的關係。
對於加工物表面聚光雷射光的焦點設置位置稱為焦點位置,會影響切斷溝寬度及錐度、切斷面粗度、溶渣的附著狀態、切斷速度等幾乎全部的加工性能。此因,在被加工物表面的光點徑及雷射光對被加工物的入射角度依焦點位置而改變,結果,影響切斷溝的形成狀態及雷射光在溝內的多重反射作用。再者,這些切斷現象也影響輔助氣體及熔融金屬在切斷溝內的流動狀態。
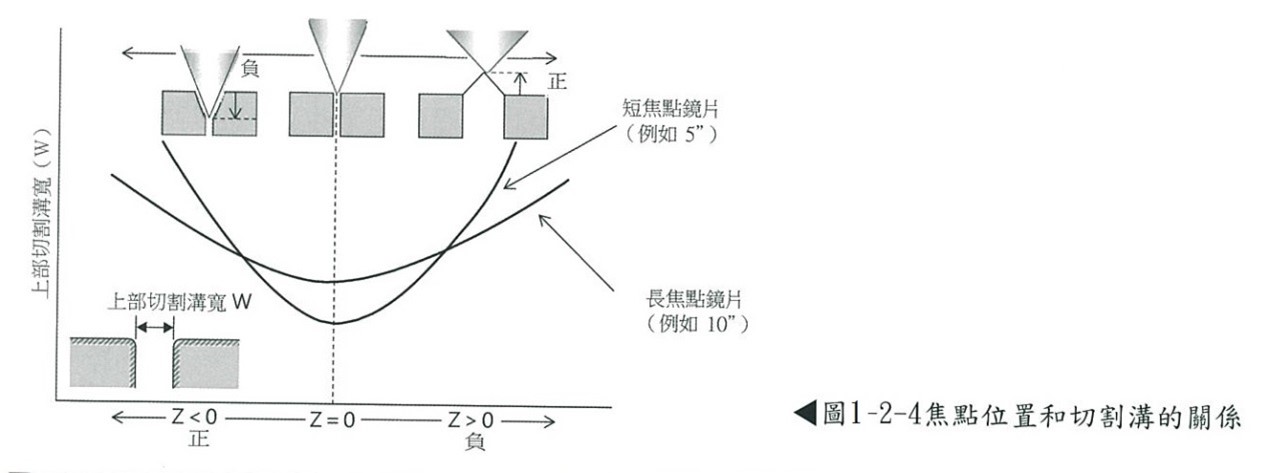
圖1-2-4顯示焦點位置Z與被加工物上部之切斷溝寬W的關係。將被加工物表面有焦點的狀態設為Z=0「零」,焦點位置移至上方時,以「+:Z>0」表示,移至下方時以「-:Z<0」表示,移位量以mm單位表示。焦點位置Z=0時,上部溝寬W最小,當焦點向上或下移位時,上部溝寬W皆擴大。該變化在使用不同焦點距離之加工透鏡時也顯示相同情況。但是,愈是在焦點位置之光點徑與焦點深度小的短焦距透鏡,隨著焦點位置的變化,上部切斷溝的變化愈大。
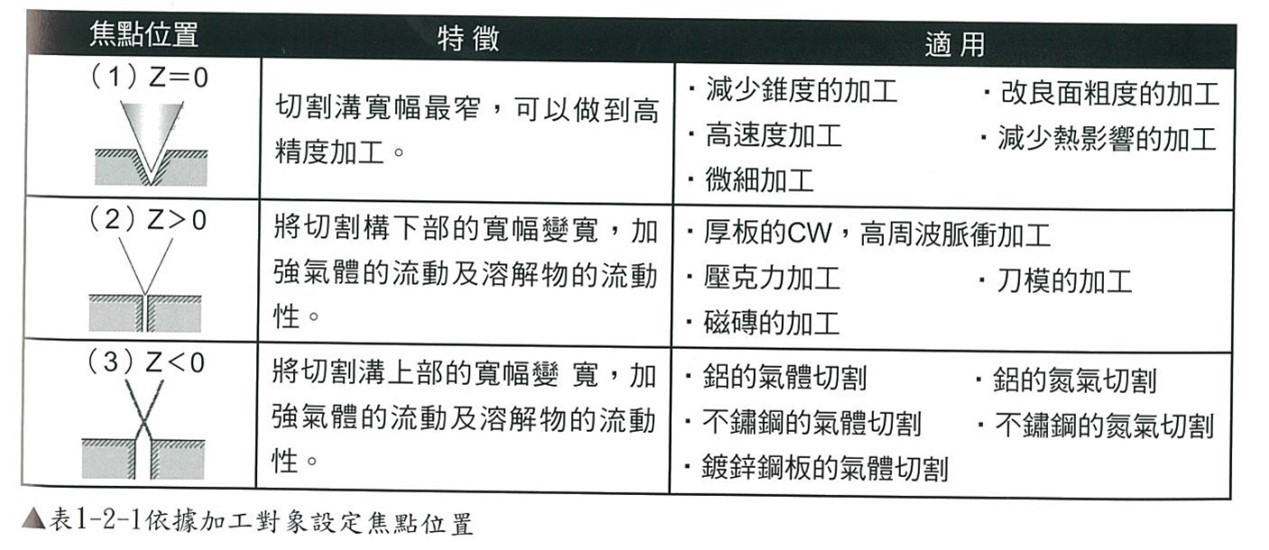
表1-2-1顯示加工對象與加工時最佳焦點位置的關係。
(1) 焦點位置Z=0時
在被加工物表面獲得最高光能密度、及熔融的範圍狹窄等影響加工特性。因而,以薄板高速切斷及高精度切斷為對象。
(2) 進點位Z>0時
因為被加工物表面的寬度擴大,即使在切斷溝內光束仍具有寬廣角度,所以作用在擴大內部切斷溝寬。因而,以輔助氣體使用氧氣之軟鋼的厚板切斷、及縮小非金屬錐度的切
(3) 焦點位置Z<0時
被加工物表面的寬度擴大,朝向板厚方向的內部,愈接近焦點位置熔融能力愈增加,不過,之後作用在產生反錐度。因而,以輔助氣體使用氮氣或氬氣的無氧化切斷為對象。
1.3切斷與輔助氣體的種類
以四下顯示切斷加工時的輔助氣體種類與適用材質。
(1) 氧氣
氧氣為主使用於鋼材的切斷,藉由產生的氧化反應熱使切斷效率大幅提高。此外,即使高度射材料加工中仍然有使切斷部氧化,提高光束吸收率,並提高切斷的效果。
●適用材質:一般構造用軋製鋼材、焊接構造用軋製鋼材、機械構造用碳鋼、高張力鋼、工具鋼、不銹鋼、鍍鋼板、銅、銅合金等。
(2) 氮氣
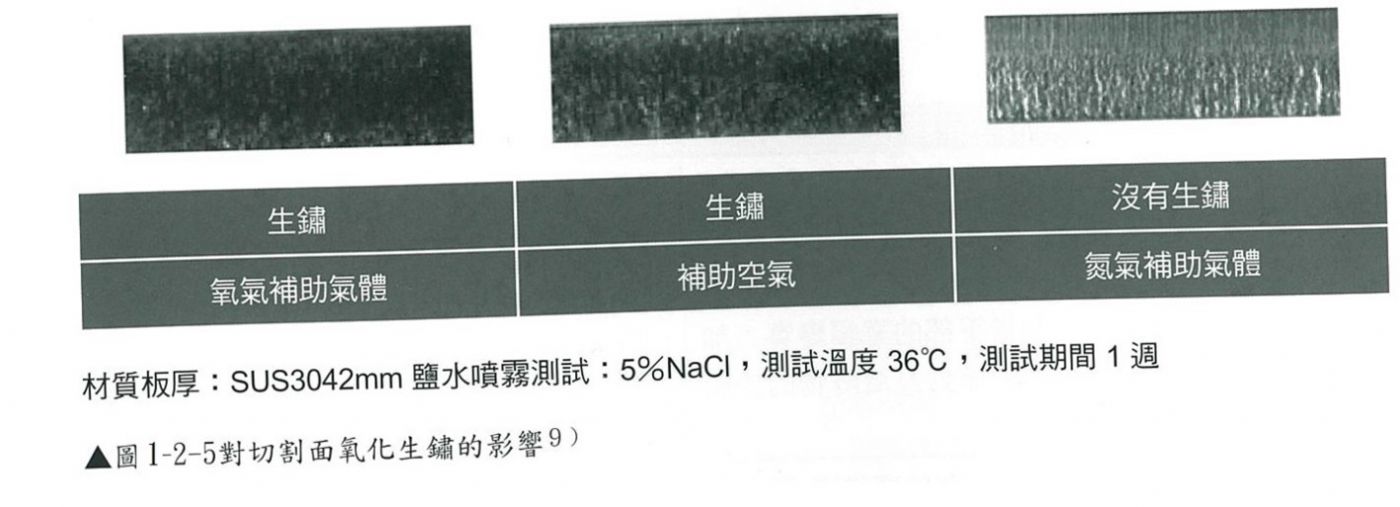
氧氣會在切斷面生成氧化膜,而使用氮氣時可防止產生氧化膜可進行無氧化切斷。無氧化切斷面具有可直接對焊、可塗裝、且耐腐蝕性高等優點。圖1-2-5顯示以各種輔助氣體切斷之SUS304的食鹽水噴霧腐蝕試驗結果。在使用氧氣與空氣的截面上會生銹,而使用氮氣的無氧化切斷的切斷面無變化。
●適用材質:不銹鋼、鍍鋼板、黃銅、鋁、鋁合金等。
(3) 空氣
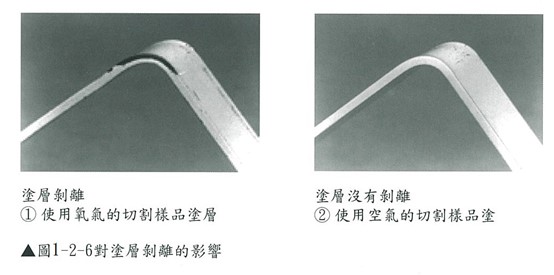
因為空氣以壓縮機為供給源,所以與其他氣體比較,可以說是非常廉價的氣體。雖然空氣中含有約20%的氧,但是無法期待如純氧的高切斷能力,而具有與氮氣之無氧化切斷同等的切斷能力。雖然截面上產生少許氧化膜,不過不影響切斷面直接塗裝的用途,還可用作防止塗裝膜剝離。圖1-2-6是以①氧氣與②空氣切斷的樣品實施塗裝,調查有無剝離的結果。輔助氣體使用氧氣的切斷樣品會引起塗裝膜的剝離,不過以空氣切斷的樣品不致引起剝離。另外,用作輔助氣體的空氣含有油霧或水分時,會污染加工透鏡,所以要特別注意。
●適用材質:鋁、鋁合金、不銹鋼、黃銅、鍍鋼板、一般非金屬等。
(4) 氬氣
惰性氣體的氬氣也使用在焊接及表面改良,不過切斷時用在防止氮化與氧化。與其他加工氣體比較價格昂貴,斷以加工成本增加。
●適用材質:鈦、鈦合金等。